Introduction
A few key considerations must be taken into account when considering the initiation of a lunar colony. First off, local construction materials must take precedence over imported materials, and for the obvious economic reason. With earth to moon shipping costs running between $10,000 and $100,000 per pound, something as simple as a single 50 pound bag of concrete (and it requisite 20 to 30 pounds of water to activate it) would set a colonist back between $700,000 and $8,000,000. At these prices any materials available locally on the moon, even if the only materials available were green cheese and saltines, would be infinitely more economically attractive than earth-sourced materials. Secondly, heavy construction equipment will suffer the same fate for the same reason. Thirdly, replacing heavy construction equipment with heavy human labor on the lunar surface, inside of spacesuits, is also not preferred -- robots don't die when they spring an air leak (at least not permanently). So the ideal construction practice would use local resources exclusively, and use light-weight robotic machinery to do the majority of the work.
This is where Stereolithographic, or layered manufacturing principles come into play. Stereolithography is a process which creates a physical three dimensional copy of an object by combining a stack of thin layers of material: each layer a cross sectional profile of the object at a specific depth. It is often used in modern industry for the rapid prototyping of 3D mechanical objects and is even used in modern medicine for the creation of replacement bone structures for patients. This process is extremely versatile as objects can be generated directly from computer drawings and without the need of machining or casting molds.
This paper is a study of the application of the stereolythographic process
in the construction of dwellings on the lunar surface using a mobile solar
furnace, a few robots, and the ever present lunar basalt dust as the construction
medium. The paper might alternately be titled "Making my Multi-mini-layered
Moon Mansion with a Magnifying Glass by Melting Mare Moondust: how I did
it."
A Very Short Course on Stereolithographic Model Construction
Stereolithography was pioneered by Charles Hull of 3D Systems in Valencia, California in 1984. It has since spawned a whole rapid prototyping industry (or layered manufacturing industry) that in one form or another creates 3 dimensional objects through the accumulation of layers of material.
The basic stereolythographic process is fairly straigtforward. First, a three dimensional model of an object to be duplicated is loaded into a computer. The computer 'slices' this model into a series of two dimensional images (cross sections) and feeds these images to a manufacturing system. The manufacturing system consists of a vat of light sensitive plastic resin, a x-y position controlled laser, and a vertically movable resting tray that travels through the liquid resin.
It is in this vat of resin that the real world manufacturing begins.
The resting tray is positioned such that it is hovering just below the
surface of the plastic resin. The laser 'draws' the first two dimensional
image into the resin's surface, which causes the resin to harden into the
drawn shape. The tray is dropped down into resin ever so slightly
(a small distance related to the effective penetration distance of the
laser light into the plastic resin), causing the just hardened shape to
submerge below the liqid resin surface. The laser draws the next
two dimensional image into the resin, with the predictable result that
the new liquid resin hardens into the new shape, as well as attaching itself
to the previously drawn image. This process of lowering the tray
and drawing two dimensional images is repeated until, layer by layer, a
hardened three dimensional object takes form within the resin. When
all the drawing is completed, the tray is raised, the remaining liquid
resin drains away, and a new three dimensional form is born into the world.
Applying Layered Manufacturing Processes on the Lunar Surface
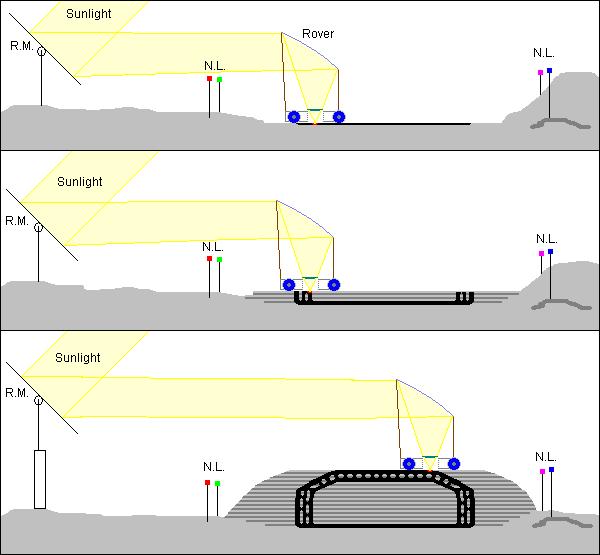
Let's replace the parts of the manufacturing system mentioned above with the in-situ resources available to us. Replace the tray from the vat with the lunar surface itself. Replace the plastic resin with the finely ground basalt dust that's available in massive quantities from the lunar regolith. Replace the x-y controlled laser with a solar concentrator attached to a rover-style platform, and use the concentrated sunlight to fuse the basalt dust into a solid glass-like material.
The manufacturing process, then, is almost the same as in the resin vat above, with a few minor differences: Instead of dropping the 'tray' between the addition of layers onto the 'model', a thin layer of lunar dust is used to evenly cover the entire surface of the work area between passes. When completed, the 'model' isn't raised out of the tank, but is dug out from under the accumulated layers of basalt dust.
The diagram below illustrates what this process might look like in practice. A flat mirror (R.M.) is used to redirect (and perhaps concentrate to some degree) a beam sunlight to the construction rover's primary mirror/collector. This redirection mirror is especially important in latitudes where the sun's vertical position in the sky varies greatly over the lunar day, causing grief for the orientation of the rover's primary mirror. The rover's primary mirror is oriented to focus the sunlight onto the flat ground directly below it, insuring the best possible focus of light onto the flat work surface. A secondary focusing lens on the cart is indicated by a thin blue green line just above the ground. It's purpose is to provide fine focus and fine beam orientation adjustments. The posts labelled N.A. represent navigation aids. The thick black lines represent the melted basalt material as it is formed into the desired structure.
Figure 1. The Rover/Melter at Work
The advantages of this process is that it can be accomplished using
relatively unsophisticated robots, performing repetative tasks, producing
custom structures, and almost exclusively using in-situ resources.
The disadvantages are that the process may be relatively slow, and that
the structure will need to be dug out from from it's basalt dust tomb when
completed. The challenges are to discover if this multiple melt pass process
can be made to work with basalt (what material strength issues might arise
from the process), and (if the first challenge is met) to discover the
optimum working parameters for this process.
Creating a Technology Development Process
Developing this technology can be broken down into three areas of research:
working with melted basalt (applicability to layered manufacturing, especially
using concentrated solar energy as a heat source), melted basalt properties
(strength, brittleness, construction applicability), and robotic navigation
and adaptation of this process. The outline below illustrates some
of the thinking done so far.
I. Working with Melted Basalt
A.
Proof of concept
B. Evaluate solar concentrators
1. Determine size and usage needs
C. Melting and cooling properties in a vacuum.
D. Layer integration
1. Layer thickness
2. Preheating
3. Melting and adhereing
4. Cool down
II. Melted Basalt Properties
A.
Strength
B. Brittleness
C. Porosity
D. Density
III. Robot Development
A.
Basalt melting components
B. Navigation requirements
C. Heat management
D. Other construction tools/robots (shovels, rakes, &
rollers)
Work to Date
So far I've managed to acquire 5 kilograms of Minnesota Lunar Simulant-1a, a somewhat unrefined version of simulant that is chemically similar to the lunar soil found at the Apollo 11 landing site. The more refined versions of the Minnesota Lunar Simulant that exist include microscopic glass nodules, created by passing a plasma arc across the unrefined simulant. For my purposes, I felt that the unrefined simulant would suffice. The soil simulant is essentially finely ground basalt, about the consistency of ground flour, and medium grey in color.
My first concern has been to find out if melting lunar simulant with
a solar concentrator is even a viable construction technology.
To that end I acquired an 11" (280mm) square fresnel lens and attempted
some backyard basalt casting. I was very surprised to find out that
the simulant melts readily enough under such a small concentrator, which
means my crude concentrator had managed to achieve temperatures in the
range of 1100 to 1200°C (basalt's melting point). The result
was to create several small, black, glasslike blobs of material -- a few
millimeters to one or two centimeters in size. Most of these nodules
aren't particularly robust -- they are brittle and not particularly hard,
but some of the nodules, especially those that were heated for a significant
amount of time (upwards of a minute), showed significant improvement.
 |
Figure 2. Proof of Concept Apparatus
(left) Admittedly crude. The 11" square fresnel lens (acquired from a deceased overhead projector) was easily able to melt the lunar simulant powder (lower left hand corner) into glass-like nodules (lower right hand corner). The lunar soil simulant is dark and the melted product is essentially
black -- a convenient color considering the way in which it is melted.
Figure 3. Nodule Close-up
The picture below shows the relative size of the nodules as compared to a dime, and the relative colors of the lunar simulant, the nodules, etc. |

Current Status
| I have recently acquired a much larger fresnel lens (550mm
x 650mm) from AWI Industries
of Corona, California. Eric Yim and company are a joy to work with.
The choice of using a lense over a mirror, is based on time and work constraints,
not technical merit.
Fresnel lenses are readily available and relatively inexpensive (the cost of the lens was in the $100 to $200 price range), and beat the alternative of creating or buying a custom, large area, concave mirror. This new lense allows much larger areas of lunar simulant to stay molten at any one time, but I am still unhappy with the resulting product, which is quite brittle and weak -- not so different from the slag it closely resembles. Industrial products built from cast basalt are quite robust, but are
processed quite differently than what I am attempting. In the manufacture
of those products, not only is the basalt product melted and cast, but
an annealing process cools the product slowly over about 6 hours.
NASA
studies of sintering lunar regolith have also indicated that a slow
cooling process is essential to avoid cracks in the final product, and
that compaction of the regolith also improves strength.
|
 |
I am also attempting to acquire a vacuum chamber. The purpose
of the vacuum chamber is (1) to see if there are any benefits to melting
the simulant in an oxygen-free environment and (2) to try to characterize
the melting and cooling of the lunar simulant in a vacuum. The suspicion
is that the simulant should heat up more quickly and (more importantly)
cool down more slowly in the vacuum than in exposed air. I have hopes
that processing the regolith in a vacuum may also provide the strength
improvements that compaction of the material would normally bring, due
to the lack of air molecules between the particles of regolith. The
slower cooling (albeit far less than 6 hours of cooling) hopefully will
provide the melted basalt with the structural strength necessary for the
construction technique outlined above. The work goes on.